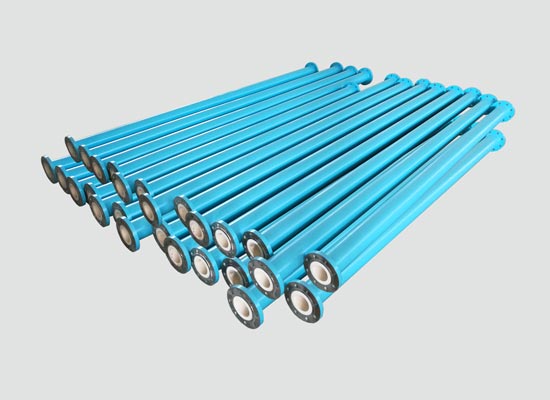
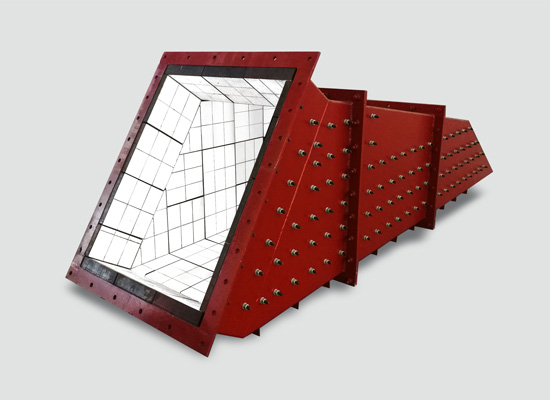
зЙєзІНйЩґзУЈзЪДжИРеЮЛи¶БйҐЖдЄОеИґдљЬеЈ•иЙЇ
2017-02-21 918еНЪ姩е†ВзЙєзУЈ

 0731-84069187
? 15674861808
0731-84069187
? 15674861808
 дЄ≠жЦЗ
дЄ≠жЦЗ
 English
English
 Espa?ol
Espa?ol
 —А—Г—Б—Б–Ї–Є–є
—А—Г—Б—Б–Ї–Є–є
 жЧ•жЬђи™Ю
жЧ•жЬђи™Ю
 ???
???
й¶Цй°µ
еЕ≥дЇО918еНЪ姩е†В

еК†еЈ•дЄ≠ењГ
дЇІеУБз≥їеИЧ
и°МдЄЪеЇФзФ®
еЈ•з®Лж°ИдЊЛ
иµДиЃѓдЄ≠ењГ
дЇЇеКЫиµДжЇР
иБФз≥ї918еНЪ姩е†В



и°МдЄЪеК®жАБ
2017-02-21 918еНЪ姩е†ВзЙєзУЈ












еЊЃдњ°еЕђдЉЧеПЈпЉЪ
Kingcera1993

еЊЃдњ°иЃҐйШЕеПЈпЉЪ
jcnmc1993









 жєШеЕђзљСеЃЙе§З 43012102000459еПЈ
жєШеЕђзљСеЃЙе§З 43012102000459еПЈ